Cara mengelas
Pengarang:
Monica Porter
Tanggal Pembuatan:
21 Berbaris 2021
Tanggal Pembaruan:
17 Boleh 2024

Isi
- tahap
- Bagian 1 Mempersiapkan pekerjaan
- Bagian 2 Mulai penyolderan
- Metode 3 Bagian Tiga: Selesaikan Pekerjaan
Arc welding adalah proses menggabungkan dua atau lebih material menggunakan panas yang dihasilkan secara listrik. Meskipun ada banyak proses pengelasan yang terdaftar oleh American Welding Society, dalam makalah ini kami akan membatasi diri untuk berurusan dengan proses pengelasan busur elektroda dilapisi, juga dikenal sebagai pengelasan tongkat. Ini adalah salah satu bentuk pengelasan yang paling umum dan memiliki banyak kegunaan; proses ini akan memungkinkan Anda untuk dengan mudah mencapai proyek DIY berkelanjutan dengan keahlian profesional.
tahap
Bagian 1 Mempersiapkan pekerjaan
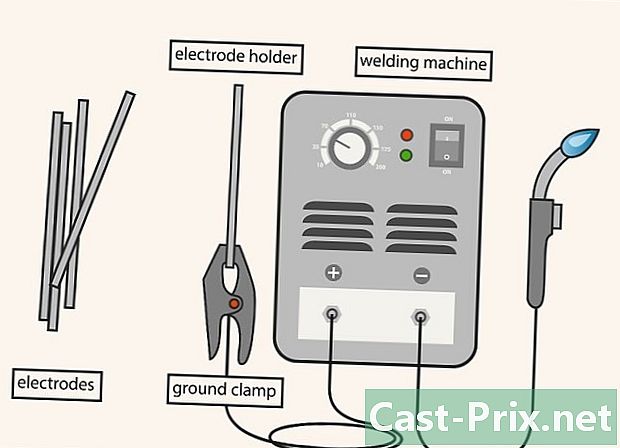
- Kumpulkan materi Anda. Anda harus memiliki mesin las, pemegang elektroda dengan kabel penghubung, klem ground dengan kabel ground, elektroda dan logam tidak mulia untuk dirakit. Anda juga membutuhkan palu yang menyengat untuk menghilangkan endapan dan sikat kawat untuk membersihkan lasan.
-
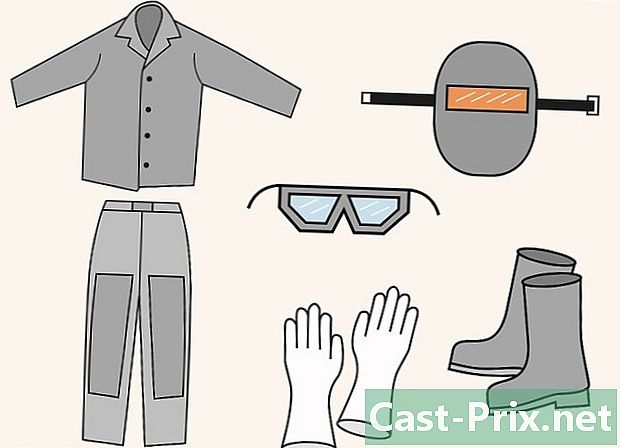
Kenakan peralatan keamanan Anda. Ini termasuk helm tukang las (teduh 10 atau lebih), jaket tukang las atau kaus katun, celana tanpa lengan, sepatu kerja, sarung tangan dan kacamata keselamatan.- Jangan pakai sepatu tenis atau pakaian usang atau celana panjang terborgol atau kemeja rajut atau saku terbuka atau baju tanpa lengan.
-
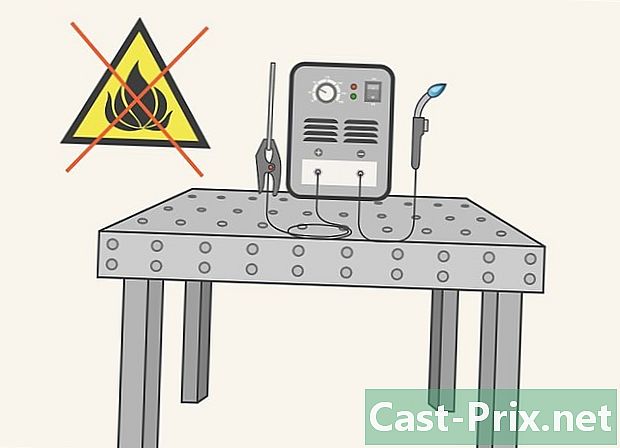
Siapkan workstation. Buang semua bahan yang mudah terbakar dan temukan permukaan kerja yang cocok. Anda dapat menghubungkan kabel arde misalnya ke meja logam, namun sebagian besar bengkel memiliki bagian logam besar yang terhubung dengan kabel arde.- Jika ada orang lain, siapkan tirai las di sekitar area kerja. Ini akan melindungi orang-orang ini dari sinar ultraviolet (UV).
-
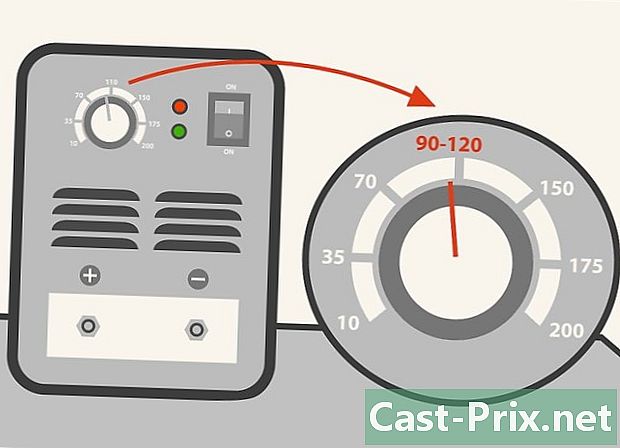
Siapkan mesin las. Sebagian besar mesin las cukup sederhana. Anda mungkin harus menggunakan intensitas urutan 90 hingga 120 amp, meskipun ini harus disesuaikan dengan ketebalan logam dasar dan diameter elektroda. -
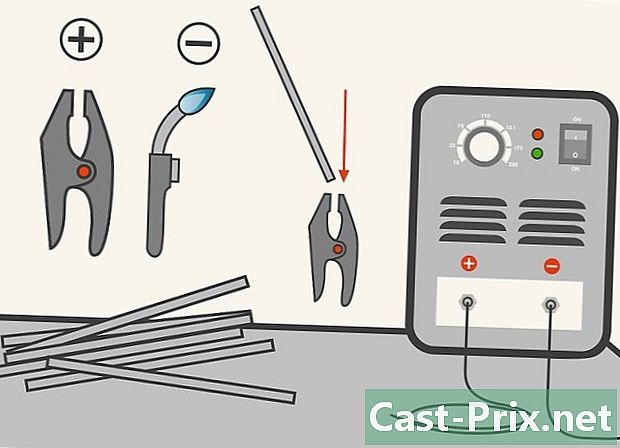
Gunakan elektroda yang benar. Bergantung pada sambungan logam yang akan dilas, ini disebut sebagai rakitan elektroda dc positif (CCEP) ketika kristal mengendap dari logam ke elektroda, yang menghasilkan kenaikan suhu logam yang lebih tinggi. Pada DC negative electrode (CCEN) mounting efeknya terbalik. Untuk pengelasan tongkat, pemasangan CCEP akan memberi Anda lebih banyak penetrasi pada las. Anda harus memilih elektroda yang cocok untuk pengelasan AC atau DC, tergantung pada mesin Anda. Pastikan elektroda kering.- Dalam kasus pengelasan dc elektroda positif (CCEP), elektroda yang dapat digunakan adalah sebagai berikut: E6010, E6011, E6013, E7014, E7018, E7018, E7024. Untuk arus bolak-balik (AC) elektroda E6011, E6013, E7014 dan E7018AC dapat digunakan.
- Elektroda E6010 dan E6011 sangat cocok untuk pengelasan logam berkarat, dicat atau kotor yang belum dapat Anda bersihkan.
- Elektroda E6013 adalah elektroda multiguna; ini sangat ideal untuk proyek dengan sambungan yang tidak pas.
-
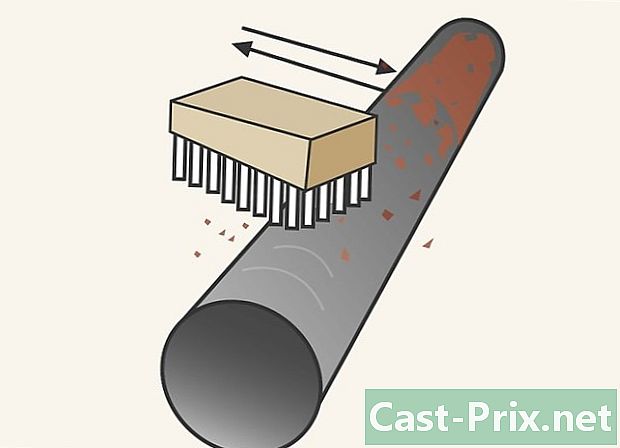
Bersihkan logam sebelum pengelasan. Ini bisa dilakukan dengan menyikat permukaan yang akan dilas dengan sikat kawat atau penggiling. Bersihkan logam dengan karat atau cat sebanyak mungkin.- Gunakan lacetone untuk menurunkan logam, terutama aluminium.
- Jangan pernah menggunakan pelarut terklorinasi karena reaksi yang terjadi ketika dipanaskan oleh mesin las dapat membunuh Anda secara instan.
- Logam yang bersinar belum tentu bersih. Gunakan penggiling hard disk untuk menghapus lapisan skala dan mengekspos logam. Ini berlaku terutama untuk lacier.
-
Siapkan sendi. Gunakan klem dan catok untuk menyatukan bagian-bagiannya dan sesuaikan segel dengan benar.
Bagian 2 Mulai penyolderan
-
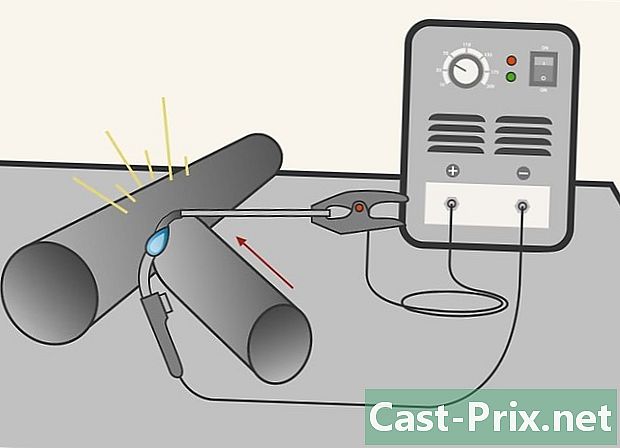
Perdana busur pengelasan. Pendarahan terjadi dengan menekan ujung tongkat di atas logam dasar dan kemudian menariknya dengan cepat atau menggosok ujung tongkat ke logam seperti yang Anda lakukan untuk pertandingan. Jadi, Anda menutup sirkuit listrik, yang menyebabkan aliran arus, dari elektroda ke logam.- Helm las paling modern memungkinkan Anda untuk melihat dengan jelas hingga awal larc, kemudian secara otomatis memberi warna untuk melindungi mata Anda terhadap sinar ultraviolet (UV). Pada helm lain yang lebih murah atau model lama, cukup gunakan visor yang dilengkapi dengan kaca berwarna yang biasanya terlalu gelap untuk dilihat, kecuali selama pengelasan. Dalam hal ini, Anda harus melihat di mana Anda ingin mulai menyolder lalu mengarahkan helm ke bawah dengan tangan lain sebelum memulai sengatan.
-

Buat kolam las fusi. Ketika Anda berhasil mempertahankan busur stabil, jangan perhatikan ujung elektroda, tetapi fokus pada wadah logam cair. Untuk membuat rendaman yang baik, Anda harus menunggu satu atau dua detik, di mana Anda memulai sebelum memindahkan elektroda.- Ketinggian larc tidak boleh melebihi 3 sampai 4 mm, dari ujung elektroda ke permukaan logam tidak mulia. Celah ini harus dipertahankan dengan mendorong elektroda secara perlahan ke arah lelehan solder. Jika kesenjangan melebar, itu akan menghasilkan proyeksi yang berlebihan.
-

Mulai gerakkan lelehan melalui logam. Jaga elektroda pada sudut dekat dengan 90 °. Jangan pindahkan elektroda terlalu cepat; secara umum, rencanakan kecepatan ke depan untuk mengonsumsi sekitar 2,5 cm elektroda dengan 2,5 cm solder. Saat memindahkan rendaman solder, Anda bisa maju dalam garis lurus (satu barisan pengelasan) atau gambarkan lingkaran kecil.- Penting untuk menjaga ketinggian busur konstan, ini adalah jarak antara ujung elektroda dan logam tidak mulia. Ini bisa sulit dicapai pada awalnya karena elektroda terus dikonsumsi.
- Lanjutkan memindahkan bak mandi ke ujung sendi. Sekali lagi, pastikan untuk mempertahankan kecepatan maju dan tinggi busur yang stabil.
Metode 3 Bagian Tiga: Selesaikan Pekerjaan
-
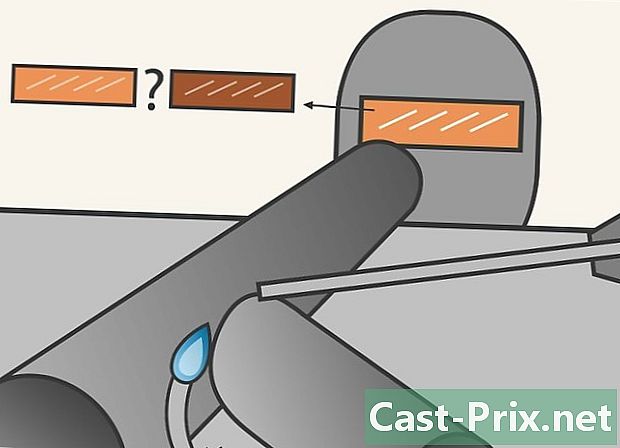
Selesaikan lasan. Jauhkan elektroda dari logam dan biarkan dingin selama beberapa detik. Meski masih sangat panas, logam akan kehilangan warna merahnya. -

Bersihkan terak. Terak adalah residu yang diperoleh selama proses pengelasan. Ini melindungi logam cair dari polutan. Endapan terak tidak mendingin pada tingkat yang sama dengan manik las dan mungkin memiliki lepuh di beberapa tempat. Gunakan palu tusuk jika perlu untuk melepaskan terak dari jahitan las.- Kenakan kacamata pengaman selama pengelasan, untuk melindungi mata Anda saat Anda mengangkat topeng.
- Jahit hanya terak yang sulit dilepas dengan memberikan pukulan palu ringan untuk tidak menandai jahitan las.
- Gunakan sikat kawat untuk membersihkan jahitan las. Buang partikel berlebih sebanyak mungkin, terutama jika Anda akan membuat lintasan lain.
-
Periksa lasan. Lasan seorang pemula seringkali berkualitas buruk dan daya tahannya tidak memadai. Namun, kinerjanya membaik dengan latihan. Lakukan operan lain untuk memperbaiki celah atau lasan yang tidak lengkap. -
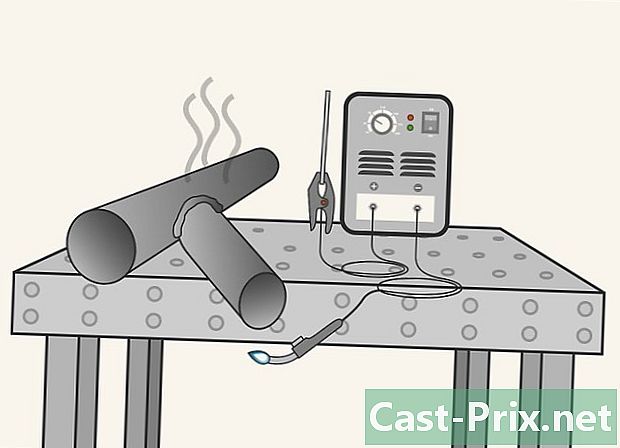
Biarkan logam menjadi dingin. Dalam praktiknya, merendam logam dalam air akan mempercepat pendinginannya, tetapi juga melemahkan las; oleh karena itu, biarkan lasan struktural menjadi dingin ke udara sekitar.
- Pelajari empat posisi pengelasan. Mereka adalah: posisi datar, posisi cornice, posisi vertikal dan posisi langit-langit. Artikel ini membahas posisi datar.
- Untuk pengelasan rata, direkomendasikan untuk meletakkan elektroda pada dudukan elektroda pada sudut 90 derajat; dalam posisi langit-langit, elektroda harus mengarah langsung ke luar.
- Temukan kelas pengelasan di daerah Anda. Anda akan belajar lebih banyak tentang teknik pengelasan daripada yang bisa diajarkan oleh isi artikel ini.
- Jika Anda tahu tukang las, minta dia untuk melihat Anda mengelas dan memeriksa las Anda setelah selesai. Pengamatannya dapat membantu Anda memperbaiki segala cacat.
- Cahaya dari busur solder terbuat dari sinar ultraviolet (UV) yang kuat. Paparan yang lama, seperti untuk sinar matahari, dapat menyebabkan kanker.
- Cahaya yang intens akan merusak mata Anda dan a pukulan busur merupakan kecelakaan yang sangat tidak menyenangkan. Mata terbakar mirip dengan kulit terbakar pada kulit. Seperti terbakar oleh cahaya busur listrik dapat menyebabkan lecet. Air kecil ini melepuh pada bola mata pecah selama mengepakkan kelopak mata, mengekspos lesi ke atmosfer sekitarnya. Rasa sakit yang dihasilkan sebanding dengan yang dialami setelah garam masuk ke mata. Jaringan beregenerasi saat penyembuhan berlangsung, namun luka bakar yang parah atau berulang dapat membuat jaringan parut yang cukup untuk menyebabkan kebutaan.
- Jangan melihat busur pengelasan tanpa bantuan kaca pelindung yang dirancang untuk pengelasan dan dengan naungan yang benar. Anda membutuhkan setidaknya satu gelas warna 9. Semakin tinggi intensitas yang digunakan, semakin besar opacity kaca dan angka rona yang tinggi. Kacamata gelap yang jumlahnya lebih rendah cocok untuk digiling dan dipotong. Jangan lupa juga bahwa sifat-sifat mata berbeda sesuai dengan individu. Gelas gelap mungkin cocok untuk satu orang, tetapi tidak cukup untuk orang lain yang melakukan pekerjaan yang sama.
- Untuk sebagian besar stasiun pengelasan busur, Anda harus menghormati siklus operasi.Ini berarti bahwa menyolder lebih dari jangka waktu tertentu dapat merusak peralatan. Sebagian besar mesin las kecil dan murah memiliki siklus kerja 20%. Tingkat operasi atau faktor tugas dinyatakan sebagai persentase dari periode 10 menit. Mesin dengan siklus kerja 20% dapat dilas selama 2 menit selama 10 menit. 8 menit yang tersisa memungkinkan mesin menjadi dingin. Siklus tugas tinggi sesuai dengan waktu pengelasan yang tinggi. Mesin terbesar memiliki siklus tugas hingga 60%, yang sesuai dengan waktu pengelasan 6 menit selama 10 menit, 4 menit sisanya dicadangkan untuk mendinginkan mesin.
- Simpan pemadam api, ember air, pasir, selang air, atau sarana lain yang sesuai untuk memadamkan api.
- Jika mata terbakar karena pukulan, jangan gunakan produk untuk menghilangkannya kemerahan. Pembuluh darah dari mata yang terluka melebar untuk memungkinkan masuknya darah yang cenderung meringankan luka bakar. Masuknya darah meningkatkan penyembuhan dengan membawa kelebihan antibodi dan oksigen ke mata. Air mata alami membantu menenangkan dan menyembuhkan mata yang terbakar.
- Minta seseorang untuk memantau apa yang Anda lakukan dan meningkatkan keselamatan Anda. Untuk lasan pertama Anda, berlatihlah dengan tukang las berpengalaman.
- Mesin las bisa berbahaya. Baca dengan cermat mode penggunaan termasuk semua peringatan dan mengambil semua langkah untuk memastikan keselamatan Anda dan orang-orang di sekitar Anda. Jangan mengelas dekat bahan yang mudah terbakar. Jangan mengelas logam yang bersentuhan dengan bahan bakar, seperti logam dari tangki bahan bakar.
- Jangan pernah menggunakan kentang mentah pada mata yang terbakar. Kentang mungkin mengandung bakteri infeksi. Kompres dingin yang steril akan membantu menghilangkan panas dan sensasi terbakar tanpa memasukkan kuman berbahaya ke dalam mata.
- Sepasang kacamata pengaman
- Mesin las dengan tang dan kabel
- Elektroda
- Logam solder
- Palu untuk menusuk
- Sikat kawat
- Helm Las 10 atau lebih
- Sepasang sarung tangan pengelasan manset
- Sepasang sepatu bot kerja
- Celana panjang bergaris
- Jaket las
- Pemadam api
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
Menarik Hari Ini

Cara fokus pada studi
Dalam artikel ini: Tetap foku. Buat lingkungan yang konduif untuk konentrai. Tingkatkan konentrai. Layanan teknologi9 Refereni Belakangan ini, Anda keulitan berkonentrai pada tudi Anda? Jangan panik! ...

Cara mengaku
Dalam artikel ini: Beriaplah untuk Pengakuan Bantuan dengan Priet. Penutup Kau Apakah Anda baru aja bertobat, apakah Anda hanya ingin tahu atau Anda tidak ingat kapan terakhir kali Anda mengaku doa, A...